対象製品




ローバルシリーズの特長
扱いやすい1液タイプ
● 希釈不要なので塗装がとっても簡単
● 2液タイプのような面倒な混合作業の必要なし
● ポットライフ(可使時間)の制限なし
● 残った塗料は密閉容器で保存が可能
● 手軽なエアゾール製品あり
塗装方法 説明動画
他の言語の動画を見る >>
塗装方法
エアゾール製品
缶底に亜鉛末が沈殿している場合があるので、使用前に缶をよく振ってからスプレーする(カラカラと音がするまで30回以上振る)
ハケ塗り/ローラー塗り
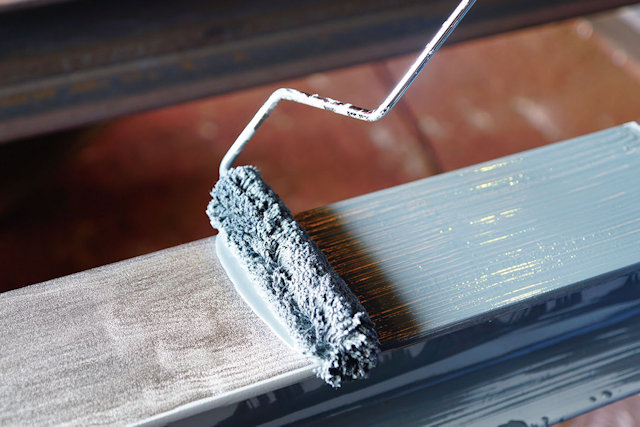
シンナーによる希釈の必要はありません
粘度が上がった場合だけ専用シンナー使用(ただし重量の5%以内)
<推奨銘柄>
ハケ:腰が柔らかく塗料含みが良いもの(ニスバケ等)
好川産業:スリーセブン、サンダーバード、はやぶさ等
大塚刷毛:こまち、新鉄骨、しまうま等
ローラー:中毛(毛丈12~13mm程度)
好川産業:新無泡、REVO、スーパードリーム等
大塚刷毛:重防用、ピーチ、ウレタンくん中毛等
エア、エアレス塗装

エアスプレー塗装
重力式エアガン推奨
ノズル径:1.5~2.0mm
圧力:0.3MPa
濾過:100メッシュ
希釈:0~5%(ローバル, エポローバル)、5~10%(ローバルシルバー)
エアレス塗装
チップ径:0.017インチ以上(例:517)
圧力:20MPa以上
ガンフィルター:50~60メッシュ
希釈:0~5%
基本事項
鉄・亜鉛めっき面に直接塗ってください
塗膜中の亜鉛が鉄に接触することで、電気化学的にさびを防ぎます。
プライマー(下地調整材)を使用しないでください
使用するとローバルのさび止め効果が発揮できなくなります。
ローバル塗装の3つのポイント
1. 素地の調整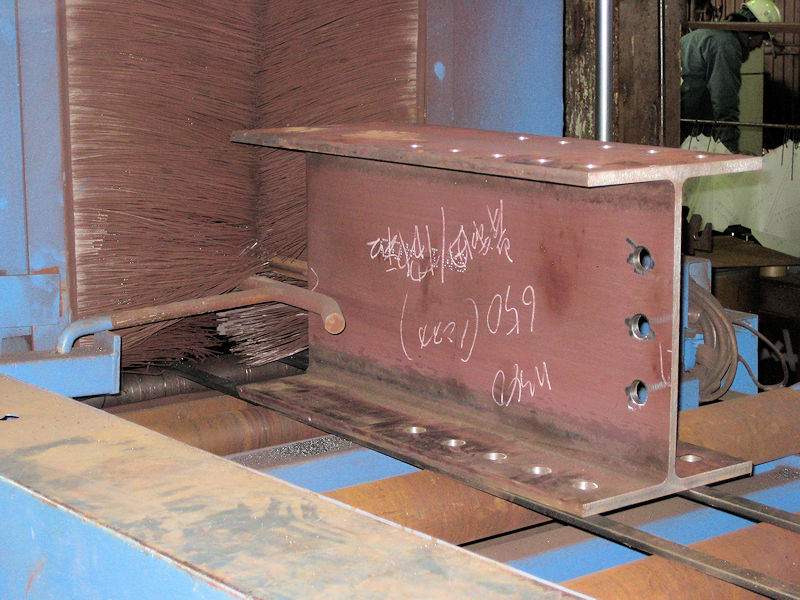
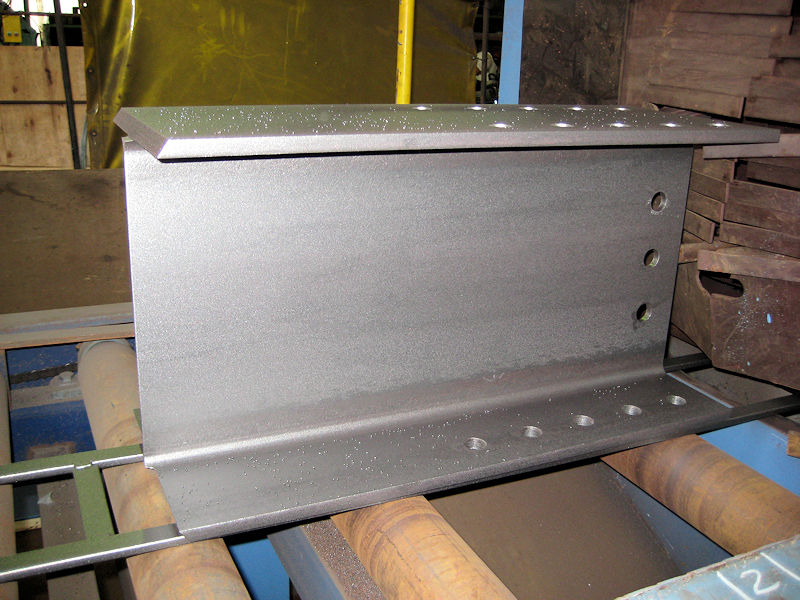


亜鉛めっき面に塗装する場合、研磨用たわし等の手工具を使用して、表面の白さびを除去します。
鉄面に塗装する場合は、ブラストまたは動力工具を使用して、さびや黒皮を除去し、清浄な金属面を露出させてください。
2. 十分な撹拌
全体が均一になるよう十分に撹拌します。
シンナーによる希釈の必要はありません。
*粘度が上がった場合だけ専用シンナー使用
(ただし重量の5%以内)
*エポローバルには専用のエポローバルシンナーをご使用ください。
(ローバルシンナー使用不可。塗料の凝集が起こります)
| 製品名 | 適合シンナー |
| ローバル ローバルシルバー | ローバルシンナー (または芳香族系溶剤) |
| エポローバル | エポローバルシンナー ローバルシンナー使用不可(塗料の凝集が起こります) |
3. 膜厚の確保
2回塗り80μm(1回40μm x 2回塗り)
塗り延ばさずにたっぷりと塗る
希釈しすぎない
さび止め効果は膜厚に比例します。
塗装間隔:30~60分
指で触って塗料がつかないのを確認してから重ね塗りを行います。
膜厚測定

電磁膜厚計を使用して乾燥膜厚を測定する
ご注意ください!誤った塗り方

さびの上から塗る
旧塗膜の上から塗る
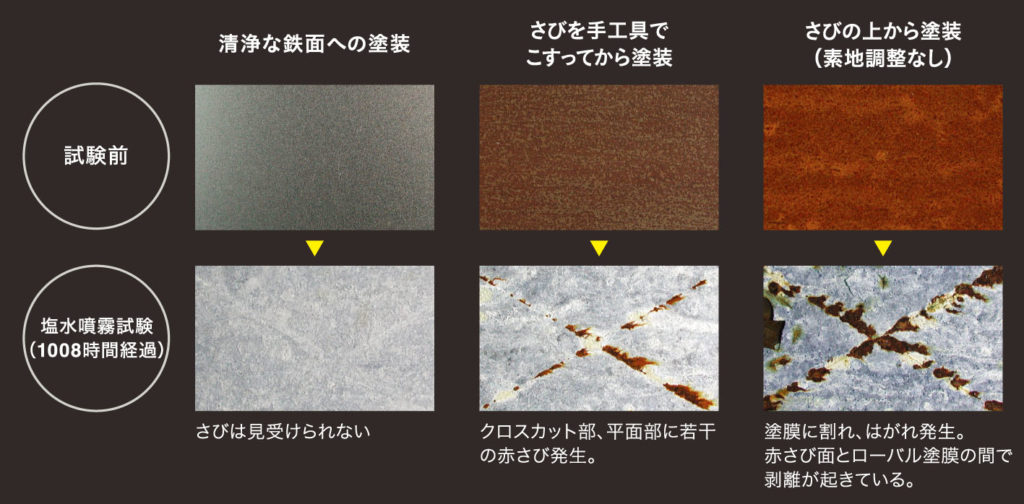
素地調整の重要性
防食性能や塗膜寿命に大きく影響します。
卓越したさび止め性能を十分に発揮させるために、素地調整はとても重要です。
ブラストまたは動力工具を使用し、正常な金属面を露出させてから塗装してください。
素地調整の違いによる塩水噴霧試験結果