Target products



>> Go to How to use AQUA ROVAL ![]()
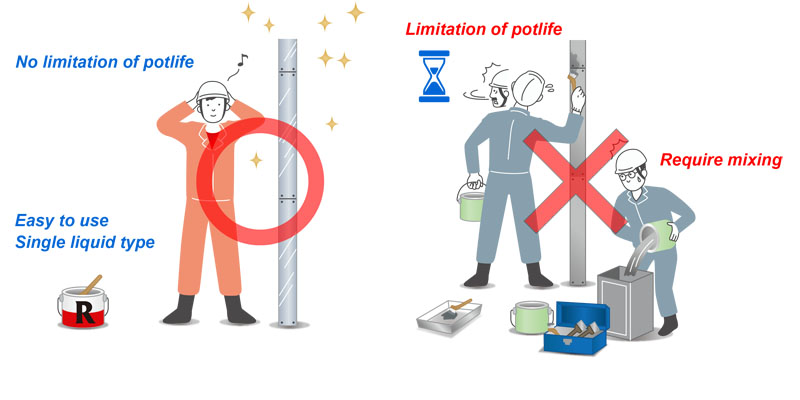
Features of ROVAL series
Ready-to-use single liquid type
> Dilution is unnecessary so painting is very easy.
> No troublesome work, like mixing two liquids.
> No limitation of pot-life.
> The rest of the paint can be kept in a closed container.
> Aerosol product lineup.
Video
Application methods
Aerosol spray
Shake the aerosol can 30 times or more.
Brush / Roller
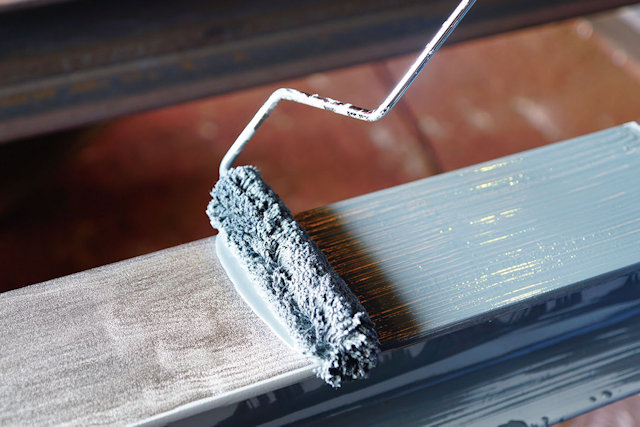
Dilution is not required.
Only when the product thickens, use thinner within 5% of paint weight.
<Recommended>
Brush: Hair is long and soft, hold more paint.
Roller: Hair length is about 12 or 13 mm, hold more paint.
Conventional / Air-less spray

Conventional spray
Gravity feed spray gun
Nozzle size — 1.5~2.0mm
Pressure — 0.3MPa
Paint strainer — #100
Dilution — 0~5%(ROVAL, EPO ROVAL), 5~10%(ROVAL SILVER)
Air-less spray
Tip size — above 0.017 inches (e.g. 517)
Pressure — above 20MPa
Gun filter — #50~60
Dilution — 0~5%
Most important factor
ROVAL has to be applied DIRECTLY to metal surfaces.
The direct contact between the zinc and the metal surface will result cathodic reaction.
Never use primers.
Primer will compromise the performance of ROVAL products.
3 important points
1. Proper surface preparation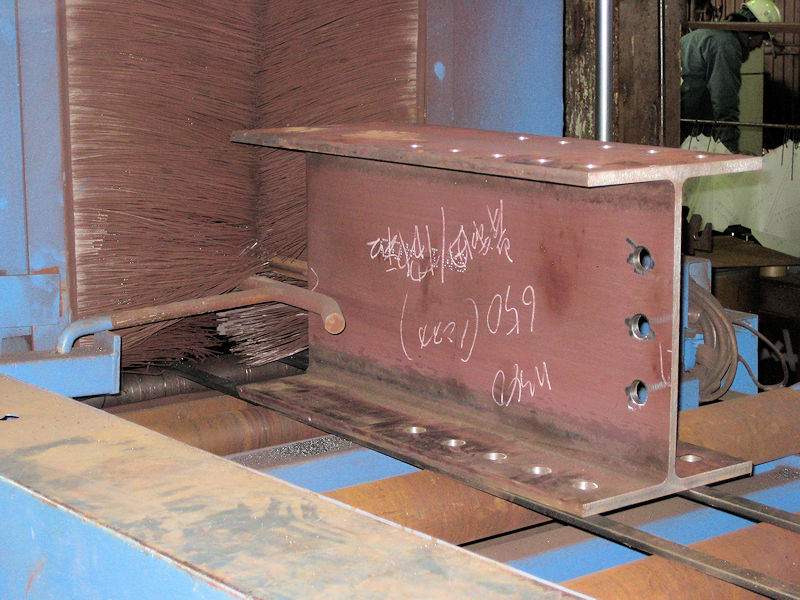


When applying ROVAL on galvanized surfaces, use a hand tool to remove white rust.
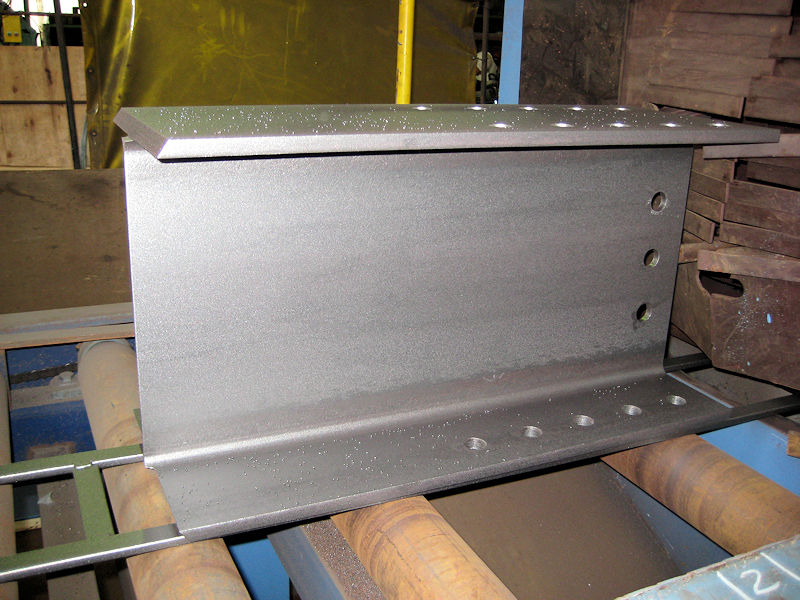
For steel surfaces, remove all the rust and mill scale by sandblasting or using a power tool to expose the clean steel surface.
>> When is the restoration of old galvanized surfaces required?
2. Adequate agitation
Agitate the products well to obtain uniform density.
Dilution is not required.
*Only when the product thickens, use thinner within 5% of paint weight.
*EPO ROVAL must use a dedicated EPO ROVAL THINNER.
| Product | Type of thinner |
| ROVAL ROVAL SILVER | ROVAL THINNER (or aromatic thinner like Xylene) |
| EPO ROVAL | EPO ROVAL THINNER Never use ROVAL THINNER (Paint agglutination occurs) |
3. Sufficient film thickness
Apply two coats. (Each coat: 40μm)
Total dry film thickness = more than 80μm
Do not spread the paint too thin.
Anti-corrosion performance is proportional to dry film thickness.
Coating interval : 30~60 min
Make sure the paint is dry to touch before applying a second coat.
Film thickness inspection

Inspect the film thickness using an electromagnetic thickness tester.
Wrong application

Applying product to rusted surfaces
Applying product to painted surfaces
The importance of surface preparetion
Surface pretreatment directly affect the anti-corrosion performance and service life of coating film.
To get the best anti-corrosion performance, surface pretreatment is very important.
Brushing only after the clean and bare metal surface is exposed out by using sandblasting or power tools to remove the contamination on the metal and galvanizing surfaces.
Results of salt spray experiments under surface preparation conditions
